Мировой рынок чиллеров и промышленных кондиционеров воздуха (Журнал «Мир климата» №101)
Центральные системы кондиционирования на основе чиллеров состоят из собственно чиллера и устройств обработки воздуха — приточно-вытяжных агрегатов (AHU) и фэнкойлов, а также насосов для подачи охлаждающей и охлажденной воды, трубопроводов, градирен для отвода тепла и ряда других элементов. Общая стоимость такой системы зависит как от составляющих ее агрегатов, так и от области применения. В денежном выражении объем спроса на AHU и фэнкойлы практически равен спросу на чиллеры. При этом 70% этой величины приходятся на приточно-вытяжные агрегаты.
В США, где основным типом кондиционеров являются канальные системы, объем спроса на устройства обработки воздуха даже выше, чем на чиллеры. При этом именно чиллер является главным элементом центральной системы кондиционирования, определяющим ее основные характеристики, среди которых — уровень энергопотребления. Чиллер же определяет влияние системы на окружающую среду, в том числе связанное с используемым хладагентом.
По данным Бри4танской ассоциации маркетинговых исследований и информации в области строительства (BSRIA), объем мирового рынка чиллеров в 2015 году оценивался в 7,7 миллиарда долларов США, что на 6,9% меньше показателей 2014 года. Снижение объясняется замедлением экономического роста в Китае и других развивающихся странах. В то же время падение спроса на устройства воздухообработки было не столь значительным, в результате общий объем спроса на чиллеры, приточно-вытяжные агрегаты и фэнкойлы в денежном выражении уменьшился всего на 4,4%.
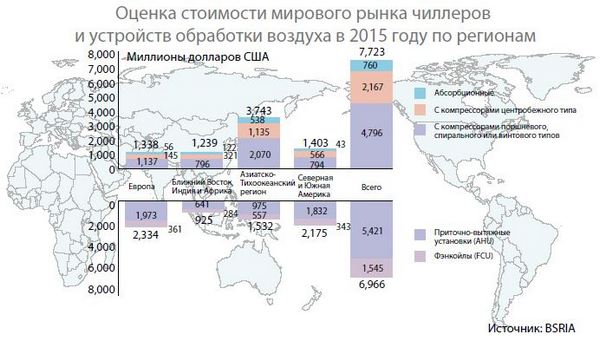
Объем крупнейшего рынка чиллеров — китайского — оценивался в 2015 году в 2,4 миллиарда долларов США, падение по сравнению с 2014 годом составило 13,9%. Европейский рынок сократился по сравнению с 2014 годом на 12,4% — до 1,3 миллиарда долларов. В США, где наблюдается относительный экономический рост, объем спроса на чиллеры вырос в денежном выражении на 9% и достиг 1,1 миллиарда долларов. Спрос на приточно-вытяжные агрегаты (AHU) в США подскочил по сравнению с 2014 годом на 16,5%, составив 1,5 миллиарда долларов.
Ожидание скорого перехода на хладагенты с низким потенциалом глобального потепления (ПГП) — один из основных факторов, влияющих на состояние рынка чиллеров. В сентябре 2016 года Агентство по охране окружающей среды США объявило о запрете с 1 января 2024 года использования гидрофторуглеродов (ГФУ) R134a и R410А в чиллерах c компрессорами как центробежного типа, так и объемного сжатия.
Участники 28-го совещания сторон Монреальского протокола, проходившего в Руанде в октябре 2016 года, договорились сократить производство и потребление ГФУ в развитых странах до 15% среднего уровня 2011–2013 годов (в пересчете на CO2-эквивалент).
Производители уже выпускают чиллеры, использующие вместо R134a хладагенты с низким ПГП, и с принятием поправки к Монреальскому протоколу такой продукции будет становиться все больше. Среди других инновационных решений следует упомянуть сверхмощные холодильные машины на базе безмасляных компрессоров центробежного типа с магнитной подвеской. В частности, уже разработан чиллер мощностью в 1000 холодильных тонн (3,5 мегаватта) с единственным безмасляным центробежным компрессором.
Борьба за сокращение выбросов диоксида углерода сопровождается заменой отопительного котельного оборудования, использующего в качестве источника тепла процесс горения, тепловыми насосами. Совершенствование технологий позволило существенно расширить диапазон рабочих температур таких устройств и создать крупные промышленные тепловые насосы на базе чиллеров с центробежными компрессорами.
Текущие тенденции
Как уже было сказано выше, по данным BSRIA, объем мирового спроса на чиллеры в 2015 году, по сравнению с предыдущим годом, сократился на 6,9%. Однако, если отслеживать изменения рыночных характеристик за более продолжительные промежутки времени, то окажется, что за последнее десятилетие мировой спрос на чиллеры увеличился втрое, главным образом благодаря бурному росту экономики Азиатско-Тихоокеанского региона.
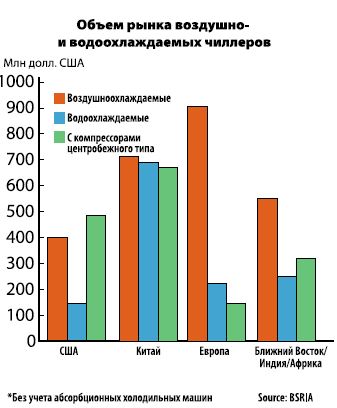 Около 40% мирового спроса на чиллеры приходится на машины с воздушным охлаждением. При этом в течение последних десяти лет спрос на холодильные машины с водяным и воздушным охлаждением находился примерно на одном уровне. 65% спроса на чиллеры с водяным охлаждением приходится на устройства с центробежными компрессорами и абсорбционные холодильные машины.
Около 40% мирового спроса на чиллеры приходится на машины с воздушным охлаждением. При этом в течение последних десяти лет спрос на холодильные машины с водяным и воздушным охлаждением находился примерно на одном уровне. 65% спроса на чиллеры с водяным охлаждением приходится на устройства с центробежными компрессорами и абсорбционные холодильные машины.
Чиллеры с воздушным охлаждением более всего распространены в США, странах Европы и Ближнего Востока. В Европе на их долю приходится почти 70% всего рынка холодильных машин. Чаще всего устройства такого типа используются в составе холодильных систем малой и средней производительности. В последнее время в США они все чаще применяются в системах и более высокой производительности, для чего в один контур объединяются несколько чиллеров.
Популярность этих устройств объясняется простотой их установки, отсутствием необходимости в обустройстве градирен, обеспечении доступа к воде и ее подготовке.
Чиллеры с центробежными компрессорами
Состояние рынка
BSRIA оценивает объем мирового спроса на чиллеры с компрессорами центробежного типа в 2015 году в 2,2 миллиарда долларов США, что чуть меньше показателей предыдущего года.
За последние десять лет китайский рынок таких холодильных машин вырос в 3 раза и сегодня является одним из крупнейших региональных рынков, обеспечивая треть общемирового спроса. При этом в 2015 году объем спроса снизился на 11,4% по сравнению с 2014 годом, составив 674 миллиона долларов США.
США — второй по величине рынок чиллеров с центробежными компрессорами, его объем — 476,8 миллиона долларов, что на 17,1% меньше показателей 2014 года. Подавляющее большинство оборудования представлено продукцией четырех брендов: York (производитель — Johnson Controls), Trane (Ingersoll Rand), Carrier (United Technologies) и Daikin Applied (Daikin).
Производственные площадки перечисленных компаний, расположенные по всему земному шару, выпускают около 85% всех чиллеров с центробежными компрессорами в мире. В то же время китайские производители укрепляют свои позиции на рынке, привлекая к сотрудничеству и зарубежные компании, и отдельных специалистов.
Европейский рынок холодильных машин с центробежными компрессорами относительно невелик. Его объем в 2015 году уменьшился по сравнению с предыдущим годом на 7,3% и составил 144,7 миллиона долларов США.
На Ближнем Востоке спрос на чиллеры продолжает расти. В 2015 году на основных рынках региона — в Саудовской Аравии, ОАЭ и Катаре — он увеличился на 10–20% по сравнению с предыдущим годом.
Диапазон холодопроизводительности чиллеров с центробежными компрессорами очень широк — от 200 до 6000 холодильных тонн, что соответствует мощности от 703 до 21 101 киловатта. При этом основная масса устройств данного типа — машины производительностью до 700 холодильных тонн (2460 киловатт). Чиллеры с безмасляными центробежными компрессорами Danfoss Turbocor проникли в сегмент систем относительно небольшой производительности, где ранее преобладали машины с компрессорами винтового и спирального типов.
Спрос на холодильные машины большой мощности создают станции централизованного тепло- и холодоснабжения на Ближнем Востоке и инфраструктурные объекты в странах Азии. Ведущими производителями в данном сегменте являются компании из США. В то же время крупнейший производитель чиллеров с компрессорами центробежного типа в Японии — компания Mitsubishi Heavy Industries — получила в 2015 году заказ на поставку в Саудовскую Аравию 80 мощных холодильных машин с переменной скоростью вращения компрессора (VSD). Суммарная производительность заказа — 200 000 холодильных тонн, что соответствует мощности 703 370 киловатт.
Увеличение мощности безмасляных устройств
Одна из последних тенденций в индустрии — увеличение мощности безмасляных компрессоров. Выпустив в начале 2000-х годов небольшой компрессор с магнитной подвеской мощностью 70 холодильных тонн (246 киловатт), сегодня Daikin Applied предлагает чиллеры с безмасляными компрессорами производительностью 500–700 холодильных тонн (мощностью соответственно 1758–2460 киловатт). Johnson Controls, вышедшая на рынок с устройствами на 200–600 холодильных тонн (703–2110 киловатт), к 2015 году довела производительность чиллеров с одним безмасляным компрессором до 1000 тонн (3517 киловатт). MHI выпускает чиллеры на 350–500 холодильных тонн (1231–1758 киловатт). Gree недавно представила чиллер с двухступенчатым безмасляным центробежным компрессором максимальной производительностью 1000 холодильных тонн.
Компания Danfoss Turbocor Compressors — поставщик безмасляных компрессоров для многих производителей холодильных машин — разработала мощный компрессор на 350 тонн (1231 киловатт). Объединив шесть таких компрессоров, компания Haier смогла получить чиллер мощностью 2100 холодильных тонн (7385 киловатт).
Кроме того, на рынке появились чиллеры с центробежными компрессорами, использующими безмасляные технологии, не требующие магнитной подвески. В части из них смазка шариковых подшипников осуществляется жидким хладагентом. Пример такого устройства — созданный компанией Trane чиллер на базе двухступенчатого безмасляного компрессора с частотно-регулируемым приводом (VFD) и электромотором с постоянными магнитами, использующий хладагент ГХФУ‑123.
На выставке China Refrigeration Expo в 2014 году компания Midea демонстрировала чиллер с центробежным компрессором, в котором применены подшипники скольжения, смазываемые газообразным хладагентом. LG представила чиллер с компрессорами сходной конструкции в 2015 году.
Использование газообразного или жидкого хладагента вместо смазочного масла позволяет существенно уменьшить потери на трение и при этом отказаться от сложных и дорогостоящих электронных контроллеров для магнитной подвески.
Распространение чиллеров с двухступенчатыми центробежными компрессорами
Чиллеры с центробежными компрессорами были разработаны в США и изначально предназначались для использования в условиях умеренного климата. Долгое время стандартной считалась конструкция компрессора с одной ступенью сжатия и повышающей передачей. В начале 1990-х годов, с распространением нового хладагента R134a, многие японские производители стали выпускать чиллеры с двухступенчатыми компрессорами центробежного типа.
Двухступенчатая конструкция позволяет существенно повысить экономичность и эффективность работы за счет использования охлаждающей воды более высокой температуры.
Спрос на двухступенчатые компрессоры — одна из последних тенденций, способствующая росту азиатского рынка холодильных машин с компрессорами центробежного типа в целом и расширению области их применения. Подобные устройства используются на станциях централизованного тепло- и холодоснабжения и в ледяных хранилищах. В 2013 году компания Carrier объявила о разработке чиллеров такой конструкции мощностью 800–1600 холодильных тонн (2813–5626 киловатт), в 2015 году довела максимальную мощность до 3000 холодильных тонн (10 550 киловатт). К июню 2016 года было продано уже 150 таких устройств.
Чиллеры с винтовыми, спиральными и поршневыми компрессорами
Чиллеры, оснащенные компрессорами объемного сжатия, то есть винтовыми, спиральными или поршневыми, применяются не только в системах комфортного кондиционирования воздуха, но и в морозильном оборудовании, а также в составе тепловых насосов, для нужд промышленного охлаждения и обогрева.
По данным BSRIA, на долю холодильных машин с компрессорами винтового типа в 2015 году приходилась треть мирового рынка чиллеров с воздушным и водяным охлаждением. Объем данного сегмента составил 2,6 миллиарда долларов. Большая часть чиллеров с водяным охлаждением производительностью от 100 до 300 холодильных тонн (352–1055 киловатт) оснащена компрессорами винтового типа. Диапазон мощности таких чиллеров с водяным охлаждением, выпускающихся ведущими производителями из США, — от 70 до 500 холодильных тонн (246–1758 киловатт).
По форме ротора винтовые компрессоры, применяющиеся в холодильном оборудовании и в системах кондиционирования, делятся на однороторные, сдвоенные и трехроторные. Устройства сдвоенного типа производятся и используются «большой американской тройкой» — компаниями Trane, York и Carrier. Это самый распространенный тип винтовых компрессоров. В чиллерах с водяным охлаждением Carrier также использует трехроторные модели. Daikin Applied и Mitsubishi Electric выпускают однороторные винтовые компрессоры для собственных чиллеров. Кроме того, множество производителей в Европе, Китае, на Тайване и в Японии поставляют винтовые компрессоры компаниям, производящим воздушные кондиционеры и холодильную технику.
Как и в компрессорах центробежного типа, в винтовых устройствах широко используется частотное регулирование привода, позволяющее добиться высокой эффективности при работе с неполной нагрузкой. Появление винтовых компрессоров с регулируемой скоростью вращения сделало ненужными золотниковые клапаны, входившие в ассортимент большинства производителей компрессоров и чиллеров. И хотя для компрессоров объемного сжатия управление скоростью вращения не дает такого же значительного прироста эффективности, как в случае с устройствами центробежного типа, выигрыш за счет снижения потерь из-за потока через байпас и из-за сил трения при частичной нагрузке все равно заметен.
В 2014 году Trane выпустила чиллер с воздушным охлаждением, использующий винтовой компрессор с мотором на постоянных магнитах, позволившим значительно улучшить показатели эффективности. Однако дороговизна таких моторов пока делает невозможным появление подобных холодильных машин мощностью свыше 200 л. с. (147 киловатт).
В то время как в США в большинстве чиллеров с водяным охлаждением используются винтовые компрессоры, в Европе отдают предпочтение спиральным.
По данным BSRIA, объем мирового рынка чиллеров со спиральными компрессорами в 2015 году составил 1,6 миллиарда долларов США, что на 12,6% меньше показателей 2014 года. Благодаря тому, что границу диапазона производительности современных компрессоров спирального типа удалось сдвинуть до 60 л. с. (44 киловатта), возможность их применения в чиллерах малой и средней мощности существенно расширилась. В настоящее время чиллеры со спиральными компрессорами рассматриваются как альтернатива небольшим холодильным машинам с компрессорами поршневого типа. Кроме того, объединив несколько таких устройств, получают мощные модульные чиллерные системы воздушного охлаждения. Изначально появившись в США, в Японии такие системы, сравнимые по производительности с чиллерами с центробежными компрессорами и абсорбционными холодильными машинами, стали стандартным решением.
Все чаще в составе модульных чиллеров, особенно в Японии, используются компрессоры с двойным ротором. Так, устройства производительностью до 15 л. с. (11 киловатт), оснащенные электромоторами постоянного тока и отличающиеся высокой эффективностью при работе с неполной нагрузкой, применяются в составе модульных чиллеров производительностью 40–60 л. с. (29–44 киловатта). Ротационные компрессоры постепенно проникают не только в полупромышленные кондиционеры и VRF-системы, но и в мощные холодильные машины.
Чиллеры с поршневыми компрессорами сегодня редко используются в системах отопления, вентиляции и кондиционирования. Мировой спрос на оборудование этого типа не превышает 10 000 единиц. Тем не менее благодаря способности работать в системах высокого давления поршневые компрессоры почти незаменимы в особых случаях, например при работе с CO2 в качестве хладагента.
Чиллеры — тепловые насосы
Тепловые насосы все чаще используются в качестве альтернативы традиционные отопительным системам, вырабатывающим тепловую энергию за счет сжигания топлива. Этому способствует растущая озабоченность проблемами защиты окружающей среды, в частности стремление сократить выбросы углекислого газа. Диапазон производительности тепловых насосов позволяет применять их для тепло- и холодоснабжения как относительно небольших отдельных объектов, так и целых районов.
Воздушные тепловые насосы в составе систем отопления, вентиляции и кондиционирования широко распространены в Китае, Японии и странах Европы. Около 70% всех чиллеров с воздушным охлаждением в Китае — воздушные тепловые насосы. В Японии их доля составляет почти 60%. В США же такое оборудование не очень популярно, там в сегменте воздушноохлаждаемых чиллеров доминируют устройства, работающие только в режиме охлаждения.
Коммерческие и промышленные системы
Водяные тепловые насосы отличаются большим разнообразием используемых источников тепла — это могут быть грунтовые воды, природные и искусственные водоемы, бытовые и промышленные стоки, вода, отводящая тепло в ходе производственных процессов или охлаждения воздуха в помещениях. Как правило, такие тепловые насосы способны нагревать воду до 65–70 оС.
Основное направление совершенствования конструкции тепловых насосов — расширение рабочего диапазона температур. Современные модели, использующие воздух как источник тепла, способны работать при наружной температуре ниже —20 оС, обеспечивая нагрев воды до 60 оС.
Разработка тепловых насосов для высокотемпературного нагрева воды способствует более широкому распространению этой технологии в промышленности — для нужд отопления, стерилизации, чистки и осушения, в качестве альтернативы котельному оборудованию. Как правило, промышленные тепловые насосы используют бросовое тепло, выделяющееся в ходе производственных процессов. Двухкаскадные воздушные и водяные тепловые насосы на базе компрессоров винтового типа, конструкция которых представляет собой два контура хладагента, способны нагревать воду до 90 оС.
Там, где требуется высокая производительность, применяют чиллеры с двухступенчатыми компрессорами центробежного типа.
В июне 2016 года во Франции компания Carrier представила чиллеры со спиральными компрессорами, работающие как водяные и воздушные тепловые насосы, способные нагревать воду до 85 оС. Эти устройства используют новый хладагент ГФО‑1234ze.
Высокопроизводительные тепловые насосы
13-й пятилетний план (на 2016–2020 годы), реализуемый в Китае, предполагает существенное сокращение выбросов, выделяющихся в атмосферу в результате сжигания ископаемого топлива. Для достижения поставленной цели разработаны чиллеры с компрессорами центробежного типа производительностью до 6000 тонн (21 101 киловатт), способные работать в режиме теплового насоса. Эти чиллеры, предназначенные для централизованного теплоснабжения в северных регионах Китая, используют бросовое тепло промышленных предприятий и электростанций. Ведущие производители из США также продвигают подобные решения. Компания JCI создала тепловые насосы на базе центробежных компрессоров с паровым приводом теплопроизводительностью 100 мегаватт, способные подавать в систему централизованного теплоснабжения воду, нагретую до 110 оС.
Абсорбционные холодильные машины
Объем мирового спроса на абсорбционные чиллеры в 2015 году составил 759,7 миллиона долларов США, сократившись по сравнению с предыдущим годом на 15%. При этом в течение последних десяти лет объем этого рынка в финансовом выражении оставался практически неизменным, но доля устройств абсорбционного типа в структуре общего спроса на чиллеры постепенно уменьшалась.
Крупнейшим рынком абсорбционных холодильных машин является Китай, обеспечивающий почти половину мирового спроса. В сумме на долю Китая, Кореи, Японии и стран Ближнего Востока приходятся 80% мирового рынка чиллеров абсорбционного типа. В начале 1990-х годов японские производители стали ведущими разработчиками абсорбционных чиллеров, работающих за счет сжигания природного газа или мазута. В этих устройствах, представлявших собой энергоэффективную альтернативу чиллерам на ХФУ и ГХФУ, не использовались хладагенты, разрушающие озоновый слой.
Однако в 2000-х годах с ростом эффективности парокомпрессионных устройств, прежде всего чиллеров с компрессорами центробежного типа, спрос на абсорбционные машины стал падать.
Тем не менее абсорбционные чиллеры остаются оптимальным решением с точки зрения как эффективности, так и безопасности для окружающей среды, в регионах, испытывающих трудности с электроснабжением, но при этом имеющих доступ к природному газу, нефти или бросовому теплу.
Коэффициент производительности COP газового абсорбционного чиллера двойного действия достигает 1,36.
Так же как парокомпрессионные тепловые насосы, устройства абсорбционного типа способны утилизировать бросовое тепло производственных процессов, что позволяет более эффективно расходовать энергоносители.
С ростом потребности в тригенерационном оборудовании (системах, вырабатывающих холод, тепло и электроэнергию) можно ожидать увеличения спроса на абсорбционные тепловые насосы.
Бизнес-стратегии, основанные на поглощении и сотрудничестве
Многие компании стараются расширить торговые сети и увеличить ассортимент продукции путем слияний и поглощений, а также сотрудничества с предприятиями климатической и других отраслей. Например, чтобы получить доступ к технологиям, необходимым для создания «умных» домов, производители чиллеров вступают в партнерство с компаниями, выпускающими лифты, осветительные приборы, системы безопасности и устройства управления.
В январе 2015 года United Technologies Corporation Building and Industrial Systems (UTC BIS) завершила процесс поглощения крупнейшей климатической компании Франции — Compagnie Industrielle d’Applications Thermiques (CIAT). Эта сделка позволила UTC BIS расширить ассортимент климатического оборудования, который уже включал продукцию Carrier и Toshiba. Кроме того, UTC BIS намерена развивать сеть дистрибьюции и сервисную службу, созданные CIAT.
В апреле 2015 года было объявлено, что UTC становится миноритарным акционером китайской компании TICA, чтобы обеспечить обмен технологиями и организовать OEM-производство климатической техники коммерческого назначения — от приточно-вытяжных установок и VRF-систем до чиллеров с компрессорами центробежного типа.
В сентябре 2016 года завершилось слияние JCI и Tyco, ведущего поставщика на рынке охранных систем и оборудования для пожаротушения.
В феврале 2016 года Mitsubishi Electric стала владельцем 100% акций DeLclima — итальянского производителя чиллеров, входящего в группу компаний De’Longhi. Затем в марте Mitsubishi Electric изменила название DeLclima на MELCO Hydronics & IT Cooling.
В июне 2016 года Midea подписала соглашение о покупке 80% компании Clivet, ведущего производителя чиллеров из Италии. Сделка, подготовленная в рамках глобальной стратегии Midea, позволит китайской компании расширить свое присутствие на европейском рынке климатического оборудования.
В июне 2016 года компании Haier и Danfoss подписали соглашение о стратегическом партнерстве в Китае. Церемония подписания состоялась в городе Дунгуань в ходе организованной Haier кампании по сбережению энергии, потребляемой воздушными кондиционерами коммерческого назначения. Согласно документу, Haier становится первым в Китае партнером Danfoss по использованию безмасляных компрессоров Turbocor на магнитной подвеске.
Также в июне компания STULZ объявила о создании совместного предприятия и покупке мажоритарного пакета акций Technology Space Integration (TSI) — производителя модульных решений для центров обработки данных. Совместное предприятие обеспечит более тесное сотрудничество двух компаний, направленное на создание уникальных решений, использующих новейшие технологии в области охлаждения.
В июне 2016 года Daikin приступила к совместной работе с ABEJA — венчурной компанией, специализирующейся на «глубинном обучении» — одной из технологий, использующихся для создания искусственного интеллекта.
Технологические новшества в чиллерах
При разработке современного климатического оборудования прежде всего приходится учитывать два фактора: необходимость энергосбережения и запрет на использование гидфторуглеродных хладагентов (ГФУ) с высоким потенциалом глобального потепления (ПГП). Для повышения энергоэффективности чиллеров инженеры применяют все более мощные безмасляные компрессоры центробежного типа, а также технологии управления скоростью вращения, такие как частотно-регулируемые приводы на основе электромоторов с постоянными магнитами. Кроме того, все чаще используется двухступенчатое сжатие, обеспечивающее высокую эффективность в широком диапазоне условий. В рамках перехода от традиционных ГФУ к хладагентам нового поколения с меньшим ПГП за последние несколько лет на рынке появились чиллеры с компрессорами центробежного и винтового типов, заправляемые гидрофторолефинами (ГФО), а также смесями ГФО и ГФУ.
Прогресс в сфере безмасляных технологий
С появления в начале 2000-х годов первых безмасляных компрессоров центробежного типа на магнитной подвеске производители работали над увеличением их производительности и довели ее до 1000 холодильных тонн (3,5 мегаватта). Прогресс в области электроники и технологий управления, а также появление мощных электромоторов на постоянных магнитах позволили сделать магнитную подвеску более компактной и дешевой. Некоторые производители чиллеров привлекли к разработке систем магнитной подвески производителей электронных комплектующих.
Чиллеры с безмасляными компрессорами имеют множество преимуществ. Это не только значительное сокращение потерь на преодоление силы трения, но и возможность избавиться от таких элементов конструкции, как масляные насосы и трубопроводы, вентили, масляные фильтры и маслоохладители. Кроме того, в таких чиллерах исключено снижение производительности теплообменников из-за загрязнения маслом, присутствующим в холодильном контуре.
Однако магнитная подвеска может применяться только в компрессорах центробежного типа со сбалансированным валом. Кроме того, нагрузка, которую может выдержать такая подвеска, ограничена.
Система магнитной подвески
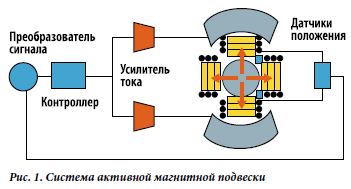 На рисунке 1 показана типичная система магнитной подвески. Ее основные элементы — магнитные катушки, расположенные вокруг вала крыльчатки, контроллер, управляющий подачей электричества, и сенсоры, отслеживающие положение вала.
На рисунке 1 показана типичная система магнитной подвески. Ее основные элементы — магнитные катушки, расположенные вокруг вала крыльчатки, контроллер, управляющий подачей электричества, и сенсоры, отслеживающие положение вала.
Для такой системы необходима совершенная технология управления, позволяющая удерживать вал точно по центру, реагируя в реальном времени на любые отклонения от заданного положения. Повышающая передача, увеличивающая скорость вращения вала, требует смазки, и ее применение здесь исключено. Вместо этого используется частотно-регулируемый привод на базе высокоскоростного электромотора на постоянных магнитах, напрямую соединенного с валом крыльчатки. Для увеличения мощности безмасляных компрессоров данного типа необходима разработка подвески, способной выдерживать большую нагрузку, и более мощных электромоторов.
Для создания чиллеров производительностью свыше 1000 холодильных тонн требуются электромоторы, работающие с напряжениями от 3 до 13 киловольт. В настоящее время технологии не позволяют изготовить моторы на постоянных магнитах с такими параметрами.
Подшипники, смазываемые хладагентом
Безмасляной технологией, альтернативной магнитной подвеске, является смазка подшипников компрессора непосредственно хладагентом. Такие компрессоры делятся на две категории, в зависимости от типа подшипников: для смазки подшипников качения используется жидкий хладагент, для подшипников скольжения — газообразный.
Ролики смазываемых жидким хладагентом подшипников изготавливают из керамики, отличающейся низким коэффициентом трения. Благодаря тому, что вязкость хладагента существенно ниже вязкости традиционно используемого для смазки масла, удается добиться существенного снижения потерь на преодоление силы трения.
Пример устройства подобной конструкции — представленный компанией Trane в 2013 году чиллер с двухступенчатым центробежным компрессором на подшипниках с керамическими шариками, приводимым в движение электромотором на постоянных магнитах, использующий хладагент R123. Мощность чиллера — 180—390 холодильных тонн (633–1371,5 киловатта).
Безмасляные компрессоры с подшипниками скольжения, смазываемые газообразным хладагентом, в свою очередь делятся на две подкатегории — со статическим и динамическим давлением. В первом случае газообразный хладагент под высоким давлением подается в зазор подшипника, удерживающего вал компрессора. В подшипниках второго типа высокое давление газа создается за счет взаимодействия вала с поверхностью скольжения, выполненной в виде тонкой пленки или покрытой колосовидными, то есть расположенными «елочкой», канавками. Подобная подвеска уже давно использовалась в воздушных компрессорах и агрегатах турбонаддува, но лишь недавно нашла применение в компрессорах холодильных систем.
На выставке China Refrigeration Expo, проходившей в 2014 году в Пекине, компания Midea представила новый чиллер с безмасляным двухступенчатым компрессором центробежного типа производительностью 300 холодильных тонн (1055 киловатт), использующий подшипники с газовой смазкой.
Аналогичной мощностью обладает и разработанный недавно компанией LG инверторный чиллер, в конструкции которого использованы три двухступенчатых безмасляных центробежных компрессора с подшипниками воздушной смазки. Как утверждают, коэффициент производительности COP данного устройства равен 6,4, а интегральный показатель эффективности при частичной нагрузке (IPLV) — 11,3.
Аналогичные устройства меньшей производительности, использующие хладагент R134a, разработали некоторые компании из Европы и США.
Работа в нештатных режимах
Регулирование скорости вращения центробежных чиллеров
Условия работы климатического оборудования в значительной мере определяются наружной температурой и степенью загруженности здания и редко совпадают с параметрами, рекомендованными разработчиками. Наиболее действенный способ обеспечить эффективную работу чиллеров с компрессорами центробежного типа в нештатных режимах — использовать технологию изменения скорости вращения.
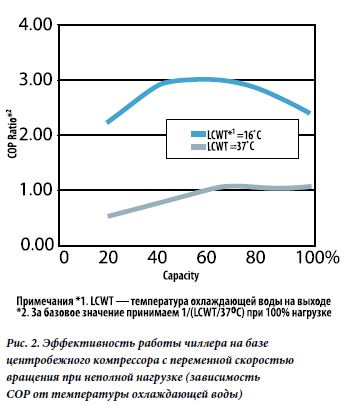 Эта технология обеспечивает наиболее значительную экономию энергии именно для центробежных компрессоров, ведь энергопотребление этих устройств пропорционально возведенной в куб скорости вращения крыльчатки. Как показано на рис. 2, пик эффективности (COP) чиллеров с переменной скоростью вращения наблюдается при неполной нагрузке и пониженной температуре охлаждающей воды на выходе.
Эта технология обеспечивает наиболее значительную экономию энергии именно для центробежных компрессоров, ведь энергопотребление этих устройств пропорционально возведенной в куб скорости вращения крыльчатки. Как показано на рис. 2, пик эффективности (COP) чиллеров с переменной скоростью вращения наблюдается при неполной нагрузке и пониженной температуре охлаждающей воды на выходе.
Слабое место центробежных компрессоров с переменной скоростью вращения — "помпаж«, нестабильная работа при низкой нагрузке. Чтобы обойти это ограничение, используют регулирование положения лопаток направляющего аппарата (IGV). Кроме того, недавно для тех же целей были найдены такие решения, как сопла (диффузоры) с изменяемой геометрией и управление впрыском газа.
Чиллеры с компрессорами винтового типа
Винтовые компрессоры относятся к устройствам объемного сжатия, и помпаж для них не характерен. При этом и эффект от изменения скорости вращения не столь велик, как в случае с компрессорами центробежного типа.
Тем не менее, управление скоростью вращения винтовых компрессоров позволяет избавиться от потерь, возникающих из-за потока через байпас, а также уменьшить силу трения за счет уменьшения скорости вращения ротора при неполной нагрузке. Кроме того, так как скорость вращения винтовых компрессоров не так велика, в них можно использовать относительно недорогие электродвигатели переменного тока.
Особенность винтовых компрессоров — степень их сжатия жестко задана геометрией устройства (соотношением размеров корпуса, роторов и профилей зубьев), что при работе в условиях, отличных от проектных, приводит к потерям независимо от скорости вращения. Однако недавно были разработаны компрессоры с переменной степенью сжатия, лишенные этого недостатка.
Прогресс в области полупроводниковых технологий сделал частотно-регулируемые приводы дешевле и компактней, что способствовало их широкому распространению. В настоящее время частотно-регулируемые приводы, охлаждаемые хладагентом, монтируются в чиллеры не только с центробежными, но и с винтовыми компрессорами. Чтобы сделать чиллеры более компактными, производители начали оснащать их встроенными частотно-регулируемыми приводами.
Центробежные компрессоры с двумя ступенями сжатия
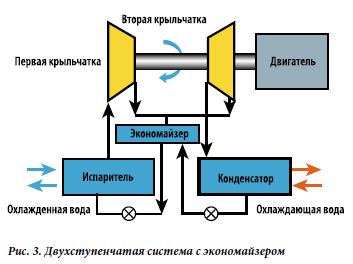 Как показывает рис. 3, система с двумя ступенями сжатия и экономайзером позволяет существенно повысить эффективность охлаждения в условиях значительной разницы температур. Как правило, такая схема используется в холодильном (морозильном) оборудовании.
Как показывает рис. 3, система с двумя ступенями сжатия и экономайзером позволяет существенно повысить эффективность охлаждения в условиях значительной разницы температур. Как правило, такая схема используется в холодильном (морозильном) оборудовании.
В системах комфортного кондиционирования или отопления также может быть достигнуто определенное повышение эффективности. Например, в типичных для стран Азии условиях, когда чиллер подает воду, охлажденную до 7 оС, а на вход в конденсатор подается вода температурой 32 оС, двухступенчатое сжатие обеспечивает повышение эффективности на 4–5% по сравнению с одноступенчатой схемой.
Организация двухступенчатого сжатия требует установки дополнительной крыльчатки и компонентов экономайзера, что ведет к удорожанию конструкции. В то же время при работе по такой схеме эффективность сжатия каждой ступени выше за счет уменьшения разницы температур, а скорость вращения — ниже, чем у чиллера с одноступенчатым компрессором.
При значительной разнице температур между конденсатором и испарителем, например в льдохранилищах, или работе в режиме теплового насоса использование двухступенчатых устройств обойдется дешевле, чем одноступенчатых с теми же характеристиками.
В настоящее время центробежные компрессоры в большинстве чиллеров, производящихся в Японии и Китае, — двухступенчатые. Carrier выпустила чиллер с двухступенчатым компрессором центробежного типа производительностью 800–1600 холодильных тонн (2813–5626 киловатт) в 2014 году и в 2015 году довела производительность до 3000 тонн (10 550 киловатт). Модель компании Daikin Applied имеет крыльчатки, расположенные по схеме «спина-к-спине» (как показано на рис. 3), уменьшающей нагрузку на осевые подшипники, и способна работать в широком диапазоне разниц температур на конденсаторе и испарителе.
Новые хладагенты...
...для чиллеров с компрессорами центробежного типа
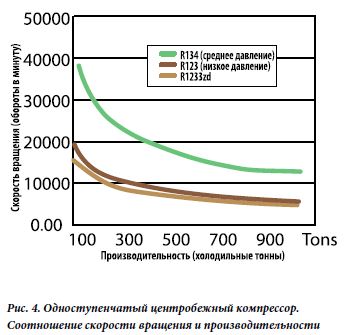 Тип хладагента — фактор, который необходимо учитывать при оптимизации эффективности компрессоров. На рис. 4 показано соотношение между производительностью и скоростью вращения для различных хладагентов, использующихся в одноступенчатом центробежном компрессоре. Хладагенты с низким рабочим давлением обеспечивают более высокую эффективность при меньшей скорости вращения, позволяя реализовывать системы с прямым приводом и несколькими ступенями сжатия. Однако такие системы отличаются крупными габаритами.
Тип хладагента — фактор, который необходимо учитывать при оптимизации эффективности компрессоров. На рис. 4 показано соотношение между производительностью и скоростью вращения для различных хладагентов, использующихся в одноступенчатом центробежном компрессоре. Хладагенты с низким рабочим давлением обеспечивают более высокую эффективность при меньшей скорости вращения, позволяя реализовывать системы с прямым приводом и несколькими ступенями сжатия. Однако такие системы отличаются крупными габаритами.
В то же время системы с хладагентами среднего давления, такими как R134a, отличаются меньшей эффективностью, меньшими размерами и большей скоростью вращения компрессоров, что позволяет добиться более высокой производительности.
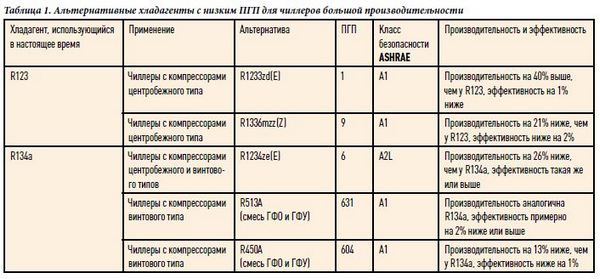
Для замены R123 был разработан гидрофторолефиновый хладагент R1233zd(E). Это негорючее вещество, сходное с R123 по термодинамическим характеристикам, но отличающееся увеличенной на 40% производительностью. Первый чиллер с центробежным компрессором, заправленный R1233zd(E), был выпущен на рынок компанией Trane в 2014 году. В 2015 году аналогичный продукт представила Mitsubishi Heavy Industries, а в 2016-м — компания Carrier.
В качестве альтернативы хладагенту среднего давления R134a предлагается гидрофторолефин R1234ze. В настоящее время в Европе проходят испытания чиллеров воздушного и водяного охлаждения с центробежными компрессорами, заправленных этим хладагентом. По классификации ASHRAE R1234ze относится к умеренно горючим хладагентам, по термодинамическим характеристикам он схож с R134a, но его производительность на 26% меньше.
...и для компрессоров объемного сжатия
Раньше компрессоры объемного сжатия, например винтового типа, имели постоянную скорость вращения, и их производительность определялась размерами ротора. В настоящее время появилось возможность изменять скорость с помощью частотного регулирования.
В Европе первым хладагентом, пришедшим на замену R134a в чиллерах с винтовыми компрессорами, стал гидрофторолефин R1234ze.
Недавно было объявлено о разработке хладгента R513А. Это негорючее вещество имеет ту же производительность, что и R134a, но отличается от него на 56% меньшим потенциалом глобального потепления (ПГП). Перезаправка чиллеров, использовавшим R134a, новым хладагентом R513А соответствует всем действующим в США нормам, касающимся инженерного оборудования зданий.
Природные хладагенты
Природные хладагенты для чиллеров — аммиак (R717) и пропан (R290) — используются главным образом в Европе. Среди преимуществ этих веществ — низкий ПГП, нулевой озоноразрушающий потенциал (ОРП), превосходные термодинамические характеристики, низкая цена. Однако токсичность и пожароопасность этих хладагентов препятствует их распространению на объектах коммерческой недвижимости.
Вода (R718) традиционно используется как хладагент в абсорбционных чиллерах с тепловыми двигателями. Кроме того, есть ряд исследований, демонстрирующих преимущества воды, как нетоксичного, негорючего хладагента с нулевым ПГП для парокомпрессионных холодильных машин и тепловых насосов. В настоящее время большие чиллеры с компрессорами центробежного типа, использующие воду как хладагент, работают в составе крупных установок по производству льда и в системах кондиционирования, расположенных главным образом в Европе.
По свойствам вода значительно отличается от привычных гидрофторуглеродных хладагентов. Так, требуемый объем всасывания для водяного пара в 150 раз больше, чем для R134a, коэффициент сжатия воды — в 3–4 раза выше. Это значит, что размеры центробежных компрессоров для воды должны быть намного больше, чем у традиционных устройств.
Японские производители, такие как Kobe Steel, а также электроснабжающие компании из Токио, Тюбу и Кансай, совместно с Датским технологическим институтом и компанией JCD, входящей в DEA Group, разработали небольшой многоступенчатый осевой компрессор производительностью 1500–1600 киловатт и COP, равным 5,4. Кроме того, в Европе ведутся исследования возможностей применения воды в качестве хладагента для высокотемпературных тепловых насосов.
Тенденции, касающиеся производительности компрессоров
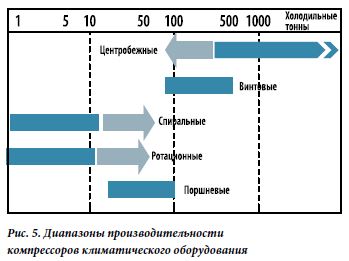
С развитием технологий меняются диапазоны производительности различных типов компрессоров, использующихся в климатическом оборудовании.
Чиллеры с водяным охлаждением конденсатора
Центробежные компрессоры считаются наилучшим решением для систем холодопроизводительностью свыше 300 холодильных тонн (1055 киловатт), в то время как холодильные машины с компрессорами винтового типа наиболее эффективны в диапазоне от 70 до 500 холодильных тонн (246–1758 киловатт). Однако с появлением небольших высокоскоростных безмасляных компрессоров нижняя граница диапазона производительности устройств центробежного типа опустилась ниже 300 холодильных тонн, сделав возможным их применение там, где традиционно использовались холодильные машины с винтовыми компрессорами.
Чиллеры с воздушным охлаждением конденсатора и воздушные тепловые насосы
Максимальная производительность воздушноохлаждаемых чиллеров ограничена возможностью их транспортировки и составляет примерно 500–600 холодильных тонн (1758–2110 киловатт). Как правило, в устройствах малой холодопроизводительности используются компрессоры спирального типа. Чиллеры мощностью от 100 тонн (351,6 киловатта) традиционно оснащаются винтовыми компрессорами.
С разработкой небольших, но относительно мощных спиральных и ротационных компрессоров (компрессоров с катящимся поршнем), использующих хладагент R410A, стали появляться чиллеры воздушного охлаждения производительностью свыше 200 холодильных тонн (более 703 киловатт), представляющие собой конструкцию из нескольких небольших стандартных чиллеров-модулей.
На японском рынке ротационные компрессоры, ранее использовавшиеся главным образом в бытовых кондиционерах воздуха, сейчас находят применение и в масштабных модульных чиллерах воздушного охлаждения, и в воздушных тепловых насосах. Производительность наиболее мощных систем такого типа достигает 19 200 киловатт, их коэффициент COP равен 6,4, а интегральный показатель эффективности при неполной нагрузке — 7.
Использование компрессоров малой и средней мощности, работающих с хладагентами высокого давления в составе больших воздушноохлаждаемых чиллеров и воздушных тепловых насосов, — наиболее заметная тенденция на азиатском рынке климатического и холодильного оборудования.
Чиллеры для новых хладагентов
На 28-м совещании сторон Монреальского протокола, проходившем в Руанде в октябре 2016 года 197 стран договорились о постепенном снижении производства и потребления гидрофторуглеродов (ГФУ). В Японии в апреле 2015 года вступил в силу закон о рациональном использовании и надлежащем обращении с фторсодержащими парниковыми газами. В сентябре 2016 года Агентство по охране окружающей среды США выпустило финальную директиву в рамках программы SNAP. Программа объявляет неприемлемым использование гидрофторуглеродных хладагентов R134a и R410A в чиллерах с 1 января 2024 года. Дни традиционных хладагентов сочтены, и производители вынуждены пересматривать свои портфолио в поисках проектов, пригодных для работы с хладагентами нового поколения.
Ротационные и спиральные компрессоры для бытовых и полупромышленных систем кондиционирования обычно используют хладагенты высокого давления, такие как R22, R410А, R407C. В то же время для винтовых и центробежных компрессоров в чиллерах, как правило, применяется R134a. Также существуют центробежные компрессоры низкого давления с безредукторным (прямым) приводом, работающие с хладагентами R123 и R245fa. Чтобы исправить ситуацию, ведущие химические компании, такие как Honeywell и Chemours, выпустили множество альтернативных хладагентов с низким ПГП. В настоящее время производители чиллеров совместно с государственными организациями и отраслевыми ассоциациями проводят испытания этих новых хладагентов.
Хладагенты с низким ПГП на основе гидрофторолефинов (ГФО) относятся к умеренно горючим, и потому в их отношении в разных странах действуют разного рода ограничения, связанные с безопасностью использования. Чтобы сделать такие хладагенты негорючими, их смешивают с гидрофторуглеродами, что неизбежно ведет к повышению ПГП получаемой смеси. В настоящее время производители чиллеров ищут оптимальный баланс между свойствами хладагентов, параметрами компрессоров и другими факторами, такими, например, как стоимость решения.
В таблице 1 собраны данные об альтернативных хладагентах для чиллеров с воздушным и водяным охлаждением.
Чиллеры с компрессорами центробежного типа
Выше уже были упомянуты гидрофторолефиновые хладагенты R1233zd(E) и R1234ze, предлагаемые для использования вместо ГХФУ‑123 и R134a. Кроме того, в июне 2016 года компания Trane объявила о создании чиллера небольшой мощности, использующего хладагент низкого давления R514A, представляющий собой смесь гидрофторолефина R1336mmz(Z) и транс‑1,2-дихлорэтилена. Удельный объем нового хладагента выше, чем у R1233zd(E), ПГП равен 2, класс безопасности — B1 (токсичный, негорючий).
В феврале 2016 года в качестве альтернативы R245fa компания Asahi Glass представила негорючий гидрохлорфторолефиновый (ГХФО) хладагент R1224yd(Z), ПГП которого меньше 0,01.
Чиллеры с винтовыми компрессорами
Чиллеры с компрессорами винтового типа, использующие R1234ze, сначала появились в Европе, где действуют менее жесткие ограничения, касающиеся горючих хладагентов. В июле 2015 года Carrier применила чиллеры с водяным охлаждением конденсатора, использующие R1234ze в составе установки централизованного теплоснабжения.
Помимо негорючего смесевого хладагента R513А, о котором уже шла речь выше, в качестве перспективного решения рассматривается вещество DR‑55, призванное заменить R410А.
Природные хладагенты
Аммиак (R717), традиционно использующийся в промышленном холодильном оборудовании, применяется также и в чиллерах, работающих в составе систем кондиционирования — главным образом в Европе. С целью снижения риска утечки хладагента компания Mayekawa разработала полугерметичный винтовой компрессор для аммиака.
В ассортименте компании JCI представлены чиллеры на базе винтовых компрессоров с водяным охлаждением конденсатора на R717 и воздушноохлаждаемые устройства на R290 (пропане).
Использующие аммиак чиллеры средней и большой мощности на базе винтовых компрессоров производит компания GEA Grasso. Британский производитель Star Refrigeration разработал аммиачные чиллеры воздушного охлаждения на базе поршневых компрессоров с регулируемой скоростью вращения. Производительность этих устройств — от 140 до 1200 киловатт.
В Европе ряд производителей признал своего рода стандартом использование R290 (пропана) в качестве хладагента для чиллеров с воздушным и водяным охлаждением конденсатора.
По материалам JARN
-
Ассоциация Предприятий Индустрии Климата (АПИК)
Ассоциация Предприятий Индустрии Климата (АПИК) была создана в 1997 г. В настоящий момент АПИК объединяет около 100 профессиональных климатических компаний России.
Основная цель АПИК – совместное решение проблем российского климатического бизнеса, утверждение цивилизованных форм работы и принципов здоровой конкуренции, пропаганда передовой техники и технологий, защита интересов российских поставщиков климатической техники и услуг.
-
Выставка «МИР КЛИМАТА» — главное событие климатической индустрии
Выставка «МИР КЛИМАТА ЭКСПО» — главное событие климатической индустрии
Производители, заводы, дистрибьюторы и оптовые поставщики климатического оборудования на выставке представляют рынку новинки
кондиционирования,
отопления,
вентиляции,
промышленного холода.
Присоединяйтесь к главному событию климатической индустрии и приходите на выставку «МИР КЛИМАТА ЭКСПО».
-
Учебно-консультационный центр «УНИВЕРСИТЕТ КЛИМАТА».
Единственное учебное заведение, после которого специалисты сразу могут успешно работать в климатических компаниях.
Обучение происходит на производственной базе, оснащенная учебными стендами и климатическими установками: центральные системы кондиционирования, бытовые и полупромышленные кондиционеры, тепловое оборудование.
АПИК для профессионалов климатического рынка






